
 sending...
sending...Optimizing Bullets for Accuracy in the 6.5 Grendel Cartridge
The 6.5 Grendel cartridge and chamber design have features that are not well-understood by most handloaders and can be missed by professional bullet designers who are not familiar with the cartridge. The first feature is shared by many low-pressure cartridges like the 30-30 Winchester and the second is almost unique to the Grendel when compared with other modern cartridges.
To start our discussion, the 52,000 psi SAAMI maximum pressure with the resultant 48,000 to 50,000 psi operating pressure in factory cartridges means that bullet designer should be attentive to alloy strength when selecting alloys for bullets optimized for lower pressure cartridges.
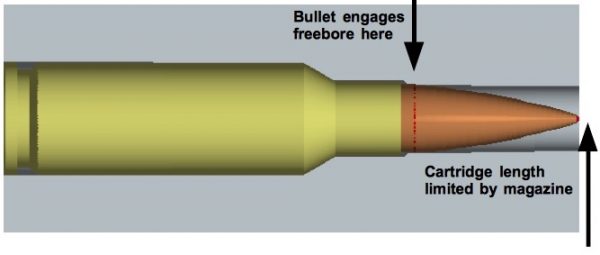
Second, the very slight taper in the 6.5 Grendel freebore makes the first contact much closer to the end of the chamber neck than one might assume by the start of the more aggressive 1.5 degree taper starting a little more than .15 inches from the front of the chamber neck. This first contact point establishes the longest nose or ogive possible with minimum jump when keeping the cartridge length within that easily and reliably used in AR-15 magazines.
Considerations for alloy selection are discussed first, followed by an assessment of the maximum practicable nose length for optimal accuracy in the Grendel. Bullets designed using these considerations should also yield good accuracy in other modern and classic cartridges like the 260 Remington, 6.5 Creedmoor, 6.5 x 55 and so on.
A. Alloy selection:
The alloy selection should be based on yield strength as well as machinability and formability.
One of the challenges in the cast bullet community is ensuring that the peak pressure is at or above the yield strength of the bullet alloy so that the bullet base expands into the bore, causing an effective seal. The consequences of not meeting that threshold are gas-cutting of the bullet resulting in decreased accuracy and excessive leading.
It appears that many copper and brass alloys have yield strengths that might affect the most accurate pressure for handloading. A large fraction of these alloys have yield strengths above the 48-50 ksi one could readily expect to see in factory loaded ammunition for the 6.5 Grendel. Indeed, gilding metal has a yield strength of about 50,000 psi, which could partly explain why some find best accuracy with near-maximum loads. Handloaders are enjoined to start with lower pressures, e.g., the lowest starting load pressure 33,900 psi in one respected source, This suggests that lead-free and some lead core bullets may see better best accuracy when the bullet manufacturer has implemented a lower yield strength alloy.
This logic would suggest that the bullet alloy has a yield strength of no greater than 45,000 psi and preferably less than 33,900 psi to prevent obturation from being a serious factor in getting good accuracy in a cartridge with a SAAMI maximum pressure or 52,000 psi.
B. Bullet Jump:
The compound throat shown in the SAAMI specification for the 6.5 Grendel is remarkably tolerant of modest jumps, but very long jumps will show decreases in accuracy. With AR-type rifles, bullets are generally seated to give .003” to .010” less than the length where the bullet first touches the lands for best accuracy.
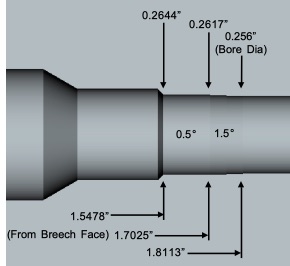
This freebore and throat configuration, while clearly defined by the SAAMI specification and highlighted in the illustration below, has subtleties that are easily overlooked. The 0.5 degree taper in the freebore region guides and supports the bullet as it moves toward the throat with pressure build up almost like that seen with conventional freebores. The more aggressive 1.5 degree taper in the throat is similar to that found in many rifles chambered for target cartridges. The added taper, however, gives enough added resistance to help small charges of modern powders rapidly build pressures to levels to where the burn is reasonably consistent.
6.5 Grendel freebore and throat region
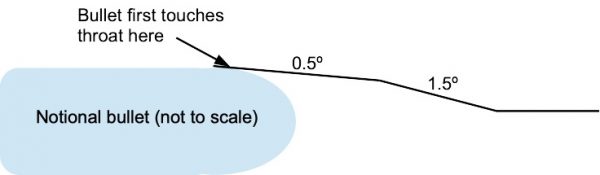
Grendel Freebore and Throat: The point where the bullet actually first touches the lands is almost certainly understood by professional bullet designers but is frequently missed by most handloaders. It is extraordinarily close to where the ogive reaches full diameter. That means that the nose is not likely to contact the lands in the formal throat unless the net taper of the ogive is less than 1.5 degrees from the full diameter forward to .26” from that point. Very few bullets have this feature unless the nose is designed as a bore-rider with a gradual transition from full diameter to just under bore diameter.
The next figure illustrates where the ogive normally first contacts the lands.
We now turn to a discussion of how much distance is available between that first contact point and the SAAMI definition of maximum cartridge length.
The difference between the maximum ogive and point of first contact is effectively trivial for the 0.5 degree taper for most bullets except possibly the bore-rider designs mentioned above. The point of contact being forward of the max diameter point means that choosing the maximum bullet diameter to establish ogive length gives a slight margin of safety for the maximum nose length.
The maximum suggested nose length is set by the stretch between the first touch and the maximum customary cartridge length in factory ammunition. The minimum recommended jump of 0.003 inches is included in the budget. Note that any in-specification deviations from the maximum bullet diameter / minimum throat increases the jump. Hence designing the bullet for the minimum jump helps accommodate chamber variations within the specification.
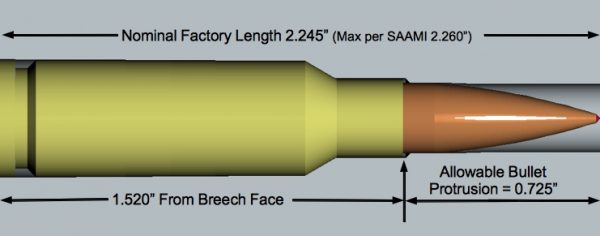
While the SAAMI specification allows a maximum cartridge length of 2.260 inches, some commercial ammunition makers appear to use a slightly shorter length to accommodate tolerances in their production as well as those in the wide array of chambers and magazines used by the shooting community. For example, a length of 2.245 inches is used by at least two makers of Grendel ammunition.
As a reminder the SAAMI bullet diameter specification is “0.2643 – .003” inches meaning that the bullet diameter can be as small as .2613” and as large as .2643” and still conform to the specification. The significance of the diameter range in the Grendel is that smallest conforming bullet will have 0.17” more jump than the largest conforming bullet.
Recommended Maximum Nose Length. The results of a straightforward point-slope calculation to determine the maximum nose or ogive length.
We now turn to the maximum nose protrusion available before the start of the ogive is inside the cartridge neck.
The bullet designer can choose to use an ogive length based on the maximum protrusion from the case consistent with nominal factory load practices. This longer ogive will result in longer jumps than might be considered best when optimizing for accuracy. The longest ogive length is defined as the distance between the lip of the cartridge and magazine length and is the 0.725” maximum shown below. In these cases, for example bore-rider nose designs, the initial taper needs to be greater than about eight tenths (0.8) of a degree until the diameter is less than the SAAMI minimum bore diameter of 0.256 inches.
Finally a comment about chamber variations within the SAAMI specification.
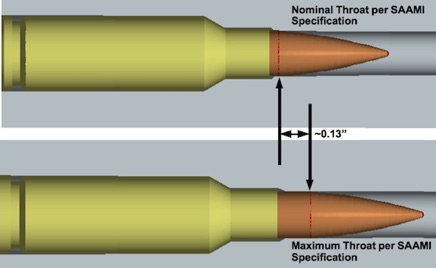
The chamber specification defines the minimum diameter with a 0.002” tolerance added to the minimum diameter. Similarly, the length dimensions are minimum dimensions with a tolerance of 0.015” inches added to the length.
These tolerances result in a potential additional jump of as much as 0.13” more than one would expect based on the nominal, or minimum chamber specification. This is illustrated in the following figure.
In summary, the bullet designer may have better accuracy success with the lower pressure cartridges by selecting alloys, work hardening and heat treatments that keep the yield strength below about 45,000 psi and preferably below about 34,000 psi. Other factors, including machining and forming characteristics, may influence the ultimate selection.
We also see that the ogive length can be maximized by ensuring that the production bullet diameter is kept as large as possible and be as long as .675 inches if the quality control regime can assure that all bullets are between the nominal 0.264” diameter and the SAAMI maximum of 0.2643” in diameter. The allowable ogive length drops to the recommended 0.637” if the production quality control allows bullets to be as small as 0.263 inches.
# # # #
SUMMARY: Recommended Bullet Configuration
for Optimal Accuracy in the 6.5 Grendel
These suggestions are in addition to sound practice in bullet designs for all cartridges.
Bullet alloy yield strength should be less than the lowest operating pressure for the intended application:
Y < 33,900 psi for good obturation with standard handloads
(Strongly recommend Y < 45,000 psi if 33,900 not practicable)
Recommended Bullet Diameter Range:
0.2633 < D < 0.2643 inches
(.001” under SAAMI Max to SAAMI Max diameter)
Recommended Maximum Ogive Length:
0.637 inches from maximum ogive diameter (nominal bullet diameter) to nose. Minimum taper needs to be 0.5 degrees until the diameter drops to 0.260” and 1.5 degrees until the diameter is less than the bore diameter of 0.256 inches.
— JA Smith, March 2015